




















Additive Manufacturing, the media brand devoted to industrial applications of 3D printing technology recently interviewed Tom HOule, Director, LUMEX, N.A. Watch their video above and read the transcript below.
A hybrid additive manufacturing process combining laser powder bed fusion and machining delivered an injection mold with the cooling and venting needed for repeatable and economical production.
Machine tool maker Matsuura recently aided the developer of a new medical device in getting to production of a critical injection-molded plastic component. The part was hampered by injection molding cycle times that were too long due to inadequate cooling, as well as inconsistent success in injection molding because of the difficulty filling the nylon 66 material into the deepest features of the mold. Matsuura produces the Lumex machine combining laser powder bed fusion (LPBF) additive manufacturing with CNC machining, and Matsuura’s facility in Minneapolis devotes some of these machines to contract 3D printed toolmaking to support molding challenges. AM allowed the mold for the medical components to be given both conformal cooling channels to speed the molding cycle and engineered porosity in key regions to aid venting. During a visit to Matsuura, I learned more about this application and the successful 3D printed mold.
Transcript
Pete Zelinski
This is a part made through injection molding. But in a very real sense, this part was also made through 3D printing. 3D printing connects to injection molding because 3D printing was able to produce the mold that was able to produce this part.
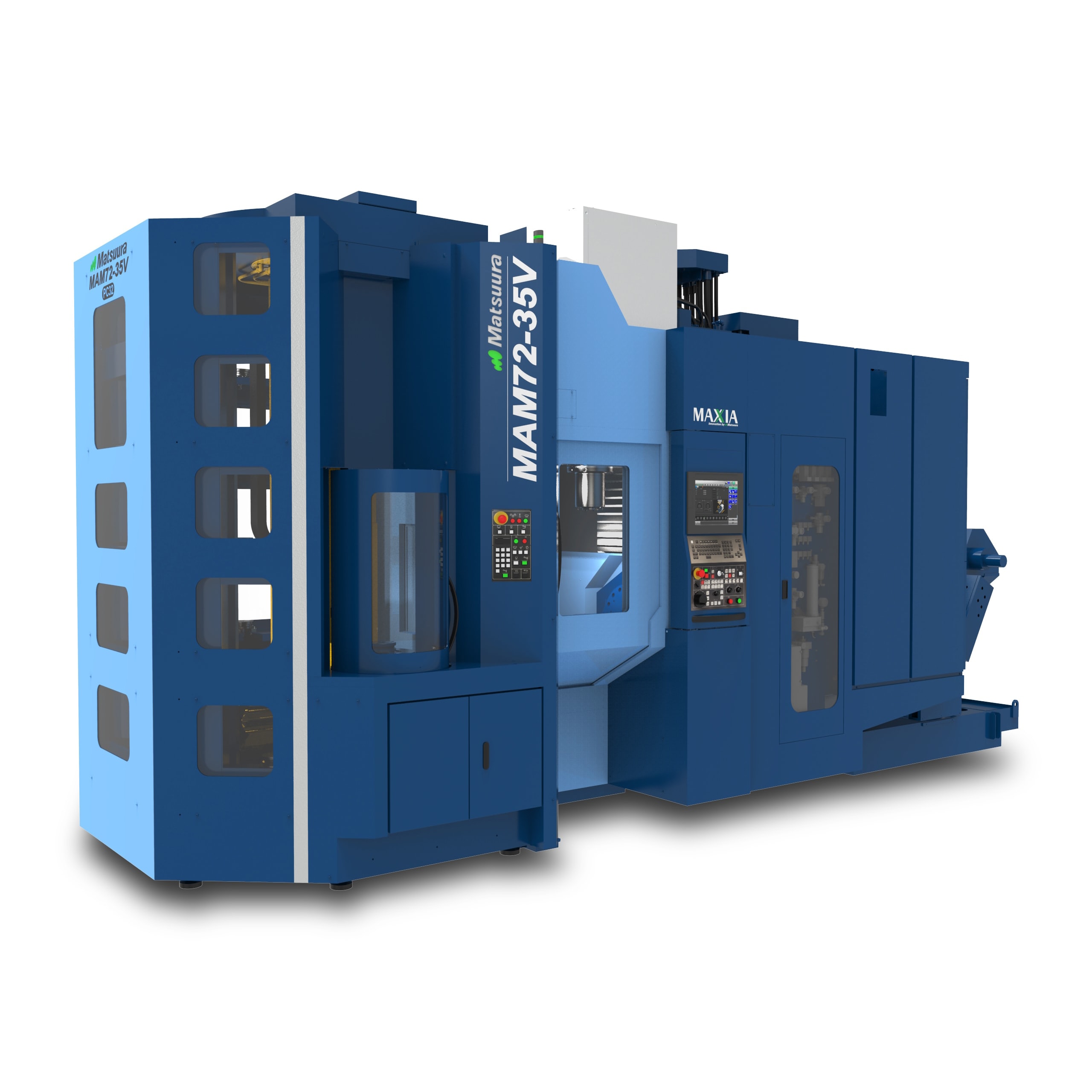
Here is the mold made through additive manufacturing. This was made by Matsuura. Matsuura is a machine tool builder that has a hybrid additive manufacturing system that combines laser powder bed fusion, and CNC machining in the same machine. In Matsuura’s facility in Minneapolis, it runs these machines in the service of molders and mold makers, uses its capacity to produce tooling that solves injection molding problems.
This is the molded part. It is a precise control knob for a proprietary medical device that controls flow rate or dosage. Molding this part presented a couple of challenges. One was the molding cycle time was taking too long, and that meant the injection molding capacity needed would be much higher than expected. Even more significant, oftentimes this part wouldn’t mold at all because air would get trapped in the deepest recesses of the mold, and the plastic wouldn’t flow all the way in.
Here is Tom Houle from Matsuura.
Tom Houle
It’s a nylon 66 part. They had quoted a very aggressive cycle time to get the business. The significant problems they were having was, cycle time was about 15 seconds longer than they needed it to be. And then their part quality, they were ending up with a lot of burning on these deep ribs. So we worked with the customer, developed a conformal cooling path, and then integrated porous venting into the bottom of these ribs.
Pete Zelinski
Conformal cooling. Channels 3D printed on the inside of the form to follow the geometry. Bring the cooling closer to the surface, closer to the plastic, so that the plastic cools faster, solidifies faster. And porous venting. Porosity 3D printed into the steel so that the tool is every bit as effective at holding and containing the plastic, but air passes through.
Tom Houle
There is actually a porous material that’s sintered and machined at the bottom of these ribs. The first test out of the the gate we eliminated all of the burning of the deep ribs through that porous process. By optimizing a little cycle time, we took that 10 seconds out of the cycle. Still five seconds longer than they wanted, but certainly a significant improvement from where they were at. And the beauty of it is, instead of four weeks for this cavity, we built the cavity and core set in four days.
Pete Zelinski
Additive, to an extent, solved these problems. It allowed for conformal cooling. It allowed for porous venting. But the Matsuura platform also includes CNC machining for precise tolerances and the ability to machine the mold as it’s being 3D printed eliminated the need for more complex machining later on. Specifically, eliminated any need for electrical discharge machining or EDM.
Tom Houle
So in this case, we have a lot of tall deep pockets or ribs in the molded part.
And those can only be done, traditionally, with EDM.
So you have to program an electrode, build an electrode, burn the steel away, typically polish that area. By milling every ten layers in that phase, we’re able to get a standard machine tool cutter into that pocket and machine it, because the the reach of that cutter is only 20 thousandths thick, or 20 thousandths deep.
In this case, the actual part is used directly out of the machine. So it’s, 36 Rockwell. Because there’s no sliding mechanisms, there’s no real shutoffs critical to this part, 36 Rockwell was acceptable to the customer. And that allowed us to use it right out of the machine.
Most of the build is done conventionally with our hybrid, machining process. So we’re doing ten layers or about 30 seconds of sintering and then about three minutes of machining. And step that as we as we build the part. Overall, it’s about 10% additive and 90% machining,
Pete Zelinski
Conformal cooling. Let’s linger on that a moment longer. Because of conformal cooling and the faster cooling it delivered, seconds were removed from the molding time for this part. Seconds from each piece. What is the impact of that? Here’s Tom one more time to talk about the capital equipment implications of faster cooling.
Tom Houle
So the cycle time improvement was significant. We went from a 28 second cycle down to about a 14 and a half second cycle. They were planning to build 32 cavity molds and a couple of them, and dedicate two machines to them to meet the volume. Because we were able to achieve the cycle time. We were able to build two, 16 cavity tools. If you figure $150 an hour, over 20 million pieces annually, that’s a significant number.
It’s not yet fully defined, but the customer is estimating they saved about $5 million in capital over the life of the product.
More from Peter Zelenski: Additive Manufacturing
@MMS_AM_Brent @AddMfgMedia
Tried Metal 3D Printing for Molds 10+ Years Ago? Low density?
Today, real, production-ready molds are being made with metal additive manufacturing. And if you haven’t kept up, you’re missing the revolution.
At Matsuura, we’ve been leading the charge with our AM Mold Start Guide—now in its third and most in-depth edition (34 pages of insights).
What’s inside:
Why traditional AM + post-processing alone doesn’t cut it
How hybrid AM (additive + subtractive) unlocks one-piece mold integration
Ready to see how far we’ve come?